

فرش های بافته شده به وسیله ماشین های بافندگی، برای رسیدن به خصوصیات لازم مثل استحکام، ثبات ابعادی، مقاومت و ایستادگی پرزها در برابر فشارهای استاتیکی و دینامیکی، اتصال ریشه ها و سطح یکنواخت و بدون پستی و بلندی نیاز به انجام عملیات تکمیلی دارند که این مهم به طور عمده توسط ماشین های آهار و شیرینگ (تیغ زنی) حاصل می گردد.
در این میان عملیات تیغ زنی یا شیرینگ یکی از مراحل ضروری تکمیل در تولید فرش ماشینی و در عین حال از مشکل ترین مراحل تولید، می باشد. هدف از این مرحله ایجاد ظاهری شکیل و براق با سطح یکنواخت و نمایی زیبا از طریق هم سطح کردن ارتفاع پایل های فرش می باشد.
در طراحی و تولید ماشین شیرینگ، به دلیل سرعت بسیار بالای واحدهای متحرک دستگاه، و نیز برندگی آنها، نیاز به رعایت نمودن بسیار دقیق موارد ایمنی و لحاظ کردن ضرایب ایمنی بالا در ماشین شیرینگ میباشد. تکنولوژی و اطلاعات فنی مربوط به عملیات شیرینگ، در اختیار تولیدکنندگان معدود این محصول است و اطلاعات مکتوب زیادی در این زمینه در اختیار عموم علاقه مندان و فعالان صنعت تولید فرش ماشینی بجز تجارب آنها نیست. در این مقاله کوشش شده است تا به طور اجمالی چگونگی انجام عملیات پرداخت فرش و اجزای مخصوص یک دستگاه شیرینگ مناسب معرفی گردند.
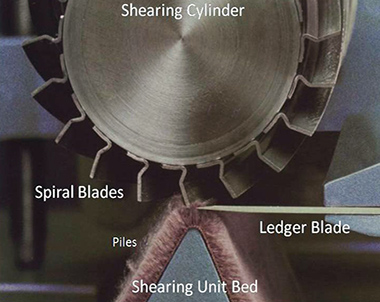
برای پرداخت سطح فرش ماشینی از تماس 2 نوع تیغه با نوک پایلها ، که عملکردی شبیه به قیچی ایجاد می نمایند، استفاده می شود.
1- تیغه های مارپیچ یا Spiral Blades
نوع اول تیغه های مارپیچ یا spiral blades هستند. این نوع تیغه ها بر روی یک سیلندر توخالی استوانه ای شکل (در ماشینهای با عرض بیش از 3 متر) به صورت مارپیچ قرار گرفته و نصب می شوند. در واقع تیغه های مارپیچ و سیلندری که بر روی آن نصب می شوند، جزء اصلی و مهم ترین واحد دستگاه شیرینگ یعنی سیلندر شیرینگ را تشکیل می دهند.

شکل 1: تیغه های مارپیچ
در حین عبور فرش از ماشین، تیغه های مارپیچ با سرعت بسیار بالایی با سطح متراکم پایلها تماس پیدا می کنند. در نتیجه در ساخت این تیغه ها باید موارد متعددی رعایت شوند.
ویژگی های لازم برای تیغه های مارپیچ:
– تیغه های مارپیچ باید به نحوی فرم داده شوند که با توجه به قطر سیلندر، کاملاً با بدنه ی استوانه ای شکل آن، فیت شوند یا به عبارت دیگر زاویه ی پیچش این تیغه ها باید به صورت صحیح انتخاب و اعمال شود.
– به راحتی قابل تعویض باشند
– مقاومت و طول عمر بالا داشته و برای مدت زمان طولانی قابلیت تعمیر و تیز شدن خود را حفظ نمایند
– توان بالا برای تحمل نیرویی که برای نصب و سفت کردن تیغه لازم است داشته باشند تا از اتصال محکم و پایدار تیغه ها به سیلندر اطمینان حاصل شود
– تعداد فایل کات های (file cuts) مناسب برای اطمینان از نتیجه برش، مناسب در نظر گرفته شود.
در شکل زیریک نمونه سیلندر کامل شیرینگ که تیغه های مارپیچ بر روی آن نصب شده اند را مشاهده می کنید.

شکل 2: سیلندر شیرینگ
برای اطمینان از گردش سیلندر شیرینگ بدون لرزش در سرعت های بالا و تیغ زنی یکنواخت، سیلندر های شیرینگ در انتهای تولید به صورت دینامیکی (در حال چرخش) بالانس می شوند. لرزش سیلندر در هنگام چرخش با سرعت های بالا به طور حتم از کیفیت تکمیل فرش خواهد کاست. در نتیجه طراحی، جنس و وزن این سیلندرها باید به نحوی باشد که در هنگام کار هیچ گونه لرزش یا ویبریشنی ایجاد نگردد.
* تعداد دندانه های برنده یا فایل کات ها بر روی تیغه های مارپیچ
تیغه های مارپیچ معمولاً با تعدادی دندانه یا فایل کات تهیه و تولید می شوند. عملکرد این تیغه ها شبیه با چاقوهای دندانه دار است. وجود این دندانه ها از سرخوردن و فرار پایل ها بر روی تیغه تخت جلوگیری می کند، که در نتیجه سبب افزایش توان برندگی و یکنواختی پایلهای فرش می گردد. علاوه بر این افزایش تعداد دندانه ها در واحد طول تیغه ی مارپیچ نیز باعث یکنواختی بیشتر پایلهای بریده شده می شود. تعداد فایل کات ها به ضخامت پایلها، نوع الیاف مصرفی، تراکم بافت و توان شرکت سازنده تیغه بستگی دارد.

شکل 3: دندانه های برنده یا فایل کات بر روی تیغه ی مارپیچ
2- تیغه ی تخت یا Ledger Blade
تیغه های تخت در کنار تیغه های مارپیچ عملیات تیغ زنی را کامل می کند. این تیغه ها که به صورت یک پارچه تولید می شوند بدون حرکت و به طور ثابت در زیر سیلندر شیرینگ قرار می گیرند. واضح است که با توجه به سرعت بسیار بالای سیلندر و فاصله ی کم تیغه های مارپیچ با تیغه ی تخت، تنظیم و نصب دقیق و ترازبودن تیغه ها از اهمیت بسیار بالایی برخوردار است. تیغه های تخت بسته به طراحی های مختلف در ماشینهای شیرینگ به صورت سوراخ دار یا بدون سوراخ طراحی و ساخته می شوند.

شکل 4: انواع تیغه ی تخت
– حرکت افقی (تراورسی) سیلندر شیرینگ
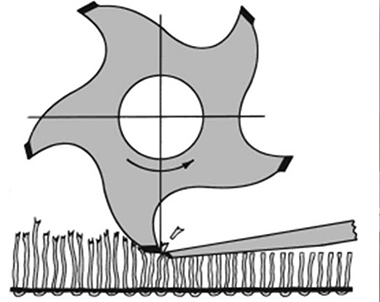
در زمان کار ماشین، با استفاده از یک گیربکس مخصوص و یا جکهای پنوماتیکی امکان حرکت افقی برای سیلندر به سمت چپ و راست فراهم می گردد. بدین شکل با ترکیب حرکت افقی و گردشی سیلندر برروی تیغه تخت، عملیات برش شیرینگ با کیفیت بسیار بالاتری انجام می پذیرد. و نیزحرکت تراورسی عرضی سبب می شود که اثر به جا گذاشته شده در نتیجه تماس مداوم تیغه ها ی سیلندر با تیغه تخت به حد اقل رسیده و سطح فرش در حین انجام عملیات شیرینگ از کیفیت مناسبی برخوردار باشد.

شکل 5: نحوه ی عملکرد سیلندر شیرینگ در برابر تیغه تخت
برای سیلندر شیرینگ در ماشین های تیغ زنی فرش ماشینی سرعت دورانی بالا توسط طراحان این ماشین جزء قدرت سازندگان ماشین در نظر گرفته می شود. سرعت دورانی بالا (و در نتیجه سرعت سطحی بالا) برای سیلندر شیرینگ مزایای زیر را به دنبال خواهد داشت:
الف) کاهش فاصله بین برش های متوالی
با توجه به سرعت سطحی عبور فرش از مقابل تیغه ها، با سرعت دورانی بالاتر، سیلندر شیرینگ تعداد برخورد تیغه ها با سطح فرش به طور چشم گیری افزایش می یابد.
با استفاده از رابطه زیر فاصله بین دو برش متوالی با توجه به پارامترهای: سرعت تغذیه فرش، سرعت دورانی سیلندر و تعداد تیغه های مارپیچ نصب شده بر روی آن قابل محاسبه می باشد.
| a: تعداد تیغه های مارپیچ روی سیلندر | b: تعداد دور در دقیقه سیلندر |
| c: سرعت تغذیه فرش (m/min) | d: فاصله بین دو برش متوالی (m/min) |
| (d = (c × 1000) / (a × b | |
بطور مثال با استفاده از رابطه ی فوق فاصله ی بین دو برش متوالی برای ماشین های تولیدی شرکت ساراتکس (CPS 3400 و CPS 4400) به شکل زیر محاسبه می شوند:
| ماشین CPS 3400 | 18 :a |
| (c: 4 – 10(m/min | b: 1.000 |
| d = (c × 1000) / (a × b) –> d = 0.22 (c = 4) , 0.56 (c = 10) | |
| ماشین CPS 4400 | a: 24 |
| (c:4 – 10(m/min | b: 600 |
|
d = (c × 1000) / (a × b) –> d = 0.28 (c = 4) , 0.69 (c = 10) |
|
ب) افزایش توان برداشتن بار (قطع کردن پایل ها)
با افزایش سرعت دورانی سیلندر، توان برداشتن بار (قطع کردن نخهای پرز توسط تیغه ها) به مراتب افزایش پیدا خواهد کرد. ضمن اینکه عملیات پرداخت سطح یا تیغ زنی نیز با کیفیت بسیار بالاتری صورت خواهد گرفت و در نتیجه سطح فرش یکنواختی بسیار بالاتری پیدا خواهد کرد.
برای بیشتر روشن شدن این موضوع سیبی را تصور کنید که به هوا پرتاب شده و شما قصد دو نیم کردن آن را دارید. کاملاً روشن است که با سرعت بیشتر وسیله ی برنده ای که به کار می برید، سیب دقیق تر، راحت تر و با سطح مقطع صاف تر بریده خواهد شد.
با توجه به تراکم بسیار بالای فرش های ماشینی تولید شده در ایران ( 1000 و بالاتر از آن درفرشهای500 و 700 شانه) که غالبا منحصر به ایران نیز می شوند، اهمیت توان ماشین شیرینگ برای ایجاد سرعت های بالاتر، با توجه به نکات فوق دو چندان می گردد. عدم توانایی ماشین های شیرینگ ساخت خارج از ایران در ایجاد این سرعت، دلیل بر قابلیت کم این ماشین ها برای به کارگیری در پروسه های تولید فرش های ماشینی ایرانی می باشد.
ج) ارتفاع برداشت بیشتر (توان بریدن مقدار بلندتری از طول پایل ها)
با توجه به اینکه ماشین های شیرینگ متداول و موجود در بازار تنها قادر به کوتاه کردن مقدار کمی از پایل های سطح فرش هستند( پرداخت فرش ) در نتیجه تولید کنندگان ایرانی اجبارا چندین مرتبه عملیات تیغ زنی را تکرار می نمایند که این حرکت نیاز به انرژی بیشتر، زمان مورد نیاز بیشتر و در نتیجه تولید کمتر میگردد. بنا بر این مقدار برداشت بیشتر از ارتفاع پایل ها نیاز به ماشینهای با سرعت بالا دارد (به طور کلی امکان یکنواختی و برابرسازی ارتفاع پایل ها برای فرشهای تراکم بالا و فرشهای با سطح بسیار ناصاف در یک نوبت میسر نمی باشد.). برای دستیابی به این مهم تولید کنندگان فرش نیاز به ماشینهای شیرینگ با سرعت بالا و توانایی فراتر از ماشین شیرینگ معمولی دارند. بدیهی است که برای افزایش طول پایل بریده شده نیاز به اعمال نیروی نیز بیشتری می باشد.
البته به کارگیری سرعت های بالا، لحاظ نمودن ضریب ایمنی بالاتر و کیفیت بالای طراحی و قطعات به کاررفته را طلب می کند که تحقق این امر از توان بسیاری از تولیدکنندگان دستگاه های شیرینگ خارج است.
توجه به تمامی مواردی که در بالا به آن اشاره شد، نشانگر سطح اهمیت بالای قابلیت ماشین شیرینگ با سرعت های بالاتر برای سیلندر شیرینگ است.
ماشین های تیغ زنی یا شیرینگ فرش ماشینی شرکت ساراتکس با به کارگیری فن آوری های نوین صنعتی در محیطی متشکل از نیروهای متخصص با طراحی داخلی و کاملاً منحصر به فرد تولید و عرضه می شوند. این گروه موفق به تولید ماشین شیرینگ فرش ماشینی با بالاترین سرعت دورانی برای سیلندر شیرینگ شده است.
البته برتری های شیرینگ ساراتکس تنها به سرعت سیلندر محدود نشده و موارد بسیاری نظیر اتوماسیون در تولید و تعمیرات، رعایت اصول و موارد ایمنی بسیار بالا، در نظرگرفتن راهنماهای تصویری و دفترچه ی راهنما و دستورالعمل های تعمیر و نگهداری ماشین در مانیتوری مجزا بر روی ماشین، امکان تنظیم قسمت های مختلف دستگاه از طریق سیستم PLC و HMI ماشین به نحوی که کار با آن برای اپراتور بسیار ساده بوده و به کارگیری پیشرفته ترین سیستم های الکتریکی و الکترونیکی و همچنین به کاربری بهترین کیفیت مواد برای ساخت قسمت های مختلف دستگاه از دیگر موارد برتری این محصول می باشد.
تهیه و تنظیم: تیم فروش شرکت ساراتکس
(نقل مطالب با ذکر منبع بلامانع می باشد)

